August, 2009
7 Flows - Mike Wroblewski describes the 7 flow in manufacturing and we need to think of all 7 together in harmony to improve flow.
Leading Lean A-Z: F for be First – Jamie Flinchbaugh reminds us that people follow leaders and we must first set a good example to follow.
The Obstacle to Lean Accounting – Bill Waddell tells us that if we want to get Lean Accounting right then we must develop managements’ skills.
One Point Lesson: Takt Image – Jon Miller teaches us what takt time is and how we can visual takt with a common method called pitch.
I'll take my Lean with Water, on the Rocks – Jon Miller uses two common images in Lean to talk continuous improvement and what is hiding under our waters.
If Lean is so Great, Why is Toyota Struggling? – Ron Pereira takes some time to answer a reader’s comment on Toyota’s struggle.
Typical Approach to Solving Problems - Fly Swatting – Norman Bain discusses adding value to customers by solving problems is a systematic approach to eliminate the root cause.
Lean Accounting's Fat Problem Forbes.com – Mark Rosenthal talks about a recent article in Forbes on Lean Accounting's Fat Problem and the issues with standard cost accounting in a flow environment.
Lean Sigma Tools for Supply Chain, Part 1 and lean Sigma Tools for Supply Chain, Part 2 - Lean Sigma Supply Chain blog gives a brief overview of various tools in Lean and Six Sigm and their application to help your supply chain.
5S Guidelines for the Office – Jon Miller gives some guideline on implementing 5S in an office environment for those just starting out.
Big k vs Little k – Matt Wrye writes about employee involvement in terms of continuous improvement or kaizen and the importance of engaging employees.
Reducing Inventory - Mark Rosenthal reminds us that lean results in reduced inventory but that lean is not a means to reduce inventory.
The Supervisor Transformed - Jamie Flinchbaugh talks about the importance of investing in training at the supervisor level during Lean transformations.
How Strategic is Your Sourcing? – Roger McNeill started a great series of posts on what strategic sourcing really means in terms of a phrase called “Best Cost”.
The Versatile Leader Part 1, The Versatile Leader Part 2, The Versatile Leader Part 3 – Ron Pereira writes about a common trait leaders have which is versatility and defines four different leadership styles.
Takt Time for Apple's App Store and Healthcare – Mark Graban using a current story on Apple’s App store to explain takt time and cycle time.


Sunday, August 30, 2009
Thursday, August 27, 2009
Modern Machine Shop Online & the Most Valuable Lean Resource for Success
Modern Machine Shop is a metalworking professionals’ publication that aims to improve and expand manufacturing by connecting the buyers and sellers of metalworking technology. They recently launched a Lean Manufacturing Zone.
MMS Online’s newly expanded Lean Manufacturing Zone includes both articles and video profiles about machining facilities that are succeeding at lean.
Other resources in this zone include articles on lean-manufacturing concepts such as 5S, setup reduction, value-stream mapping, cells and chaku-chaku—as well as a variety of articles specifically focused on lean in the job shop.
A recent article of interest highlights the lean journey at KLH Industries. Their journey is one where lean fizzled after some initial success.
Company president Ken Heins knew he needed to find a way to make lean stick. He had studied lean, and understood the potential that a commitment to lean manufacturing would have for improving the focus, responsiveness and efficiency of his machining business. The problem was that he couldn’t do it himself. He couldn’t even do it with a group of lean champions around him. For a culture of lean to take hold at KLH, more of the employees would have to look at the workflow as he had come to see it, and integrate an understanding of lean into the way they go about their work.
However, they found the secret to succeeding in changing a company’s culture which is so necessary to sustain lean transformations.
The solution that KLH found is this: Get everyone involved. Instruct everyone so that every set of eyes is trained to look for waste. The parts do not repeat, but the processes do. And who better to see how to improve these processes than the people who interact with them every single day?
KLH also made a number of other important changes to prevent them from fizzling out in the future:
1) pay attention to the little things to sustain commitment
2) create custom shadow boards for machine tools for consistency
3) implement kanban to prevent running out of materials
4) incentivize improvement suggestion and implementation
5) create an environment where failure is acceptable and valuable
I particularly like this last line in the article about the importance of failure and success as a necessary part of the lean process.
The lean journey progresses this way—through both successes and failures. The point of lean is eliminating waste, and no time is wasted that is spent on trying a promising idea.
Some companies and management miss this key point. Lean is about the journey, not the destination. Results will come if you keep your focus on the process to get to the results and not the results themselves.
MMS Online’s newly expanded Lean Manufacturing Zone includes both articles and video profiles about machining facilities that are succeeding at lean.
Other resources in this zone include articles on lean-manufacturing concepts such as 5S, setup reduction, value-stream mapping, cells and chaku-chaku—as well as a variety of articles specifically focused on lean in the job shop.
A recent article of interest highlights the lean journey at KLH Industries. Their journey is one where lean fizzled after some initial success.
Company president Ken Heins knew he needed to find a way to make lean stick. He had studied lean, and understood the potential that a commitment to lean manufacturing would have for improving the focus, responsiveness and efficiency of his machining business. The problem was that he couldn’t do it himself. He couldn’t even do it with a group of lean champions around him. For a culture of lean to take hold at KLH, more of the employees would have to look at the workflow as he had come to see it, and integrate an understanding of lean into the way they go about their work.
However, they found the secret to succeeding in changing a company’s culture which is so necessary to sustain lean transformations.
The solution that KLH found is this: Get everyone involved. Instruct everyone so that every set of eyes is trained to look for waste. The parts do not repeat, but the processes do. And who better to see how to improve these processes than the people who interact with them every single day?
KLH also made a number of other important changes to prevent them from fizzling out in the future:
1) pay attention to the little things to sustain commitment
2) create custom shadow boards for machine tools for consistency
3) implement kanban to prevent running out of materials
4) incentivize improvement suggestion and implementation
5) create an environment where failure is acceptable and valuable
I particularly like this last line in the article about the importance of failure and success as a necessary part of the lean process.
The lean journey progresses this way—through both successes and failures. The point of lean is eliminating waste, and no time is wasted that is spent on trying a promising idea.
Some companies and management miss this key point. Lean is about the journey, not the destination. Results will come if you keep your focus on the process to get to the results and not the results themselves.
Tuesday, August 25, 2009
Good Urgency vs Bad Urgency
The challenge for many leaders of continuous improvement is two fold. First, you must inspire the desire or enthusiasm necessary to change. Second, you must harness this energy in the right direction. To make this change real and combat complacency, the death of many an organization, leaders seek to create a sense of urgency. John P. Kotter, a Harvard Business School Professor and author of A Sense of Urgency, was recently interviewed by Inc.com about leading during a recession.
Kotter believes there are two kinds of urgency -- and, like cholesterol, one is good and one is bad. The good kind is characterized by constant scrutiny of external promise and peril. It involves relentless focus on doing only those things that move the business forward in the marketplace and on doing them right now, if not sooner. The bad kind -- to which many companies have recently succumbed -- is panic driven and characterized by breathless activity that winds up producing nothing demonstrably new.
Kotter advocates using crises like this economic downturn to your advantage when creating a true urgency. He warns that if you use a crisis for urgency it must be managed with clear plans and actions, significant in size, visible, and unambiguous to real business problems.
If you want to tell whether you have bad urgency, Kotter recommends trying the white space calendar test.
There are lots of signs of false urgency. Frenetic activity. Everyone is exhausted, working 14-hour days. One red flag is how difficult it is to schedule a meeting. With true urgency, people leave lots of white space on their calendars, because they recognize that the important stuff -- the stuff they need to deal with immediately -- is going to happen. If you're overbooked, you can't manage pressing problems or even recognize they're pressing until too late.
People think that in urgent situations, they're expected to take on more and more. They're worried about keeping their jobs, so they try to demonstrate their value by being incredibly busy. But the leader should be telling them to do just the opposite. He should say, "I want everyone to look at your calendars. What's on there that doesn't clearly move us forward? Get rid of it!"
In Lean environments change is expected through a constant Plan-Do-Check-Act process of reflection and problem solving. You can always do better and you must strive for True North. To do this you need everyone to make improvements toward your Ideal State.
True urgency is the most important precursor of real change. Seventy percent of change efforts fail or never launch at all, and one reason is that company leaders don't create a sense of urgency around what they're doing.
Kotter was asked about how much attention you should pay to internal issues versus the outside world. His answer in Lean terms is what we call adding value from the voice of the customer.
There should be no meetings that are only about internal matters, without any connection to the outside world. In some way, the outside world always provides the "why" we are doing something.
Many organizations struggle to create the change necessary and many more of them can not sustain the gains of their change. Furthermore, there are many examples of companies picking the wrong sense of urgency and failing. Do you have a true sense of urgency? Does it come from the customer? What does the calendar at your organization look like?
Kotter believes there are two kinds of urgency -- and, like cholesterol, one is good and one is bad. The good kind is characterized by constant scrutiny of external promise and peril. It involves relentless focus on doing only those things that move the business forward in the marketplace and on doing them right now, if not sooner. The bad kind -- to which many companies have recently succumbed -- is panic driven and characterized by breathless activity that winds up producing nothing demonstrably new.
Kotter advocates using crises like this economic downturn to your advantage when creating a true urgency. He warns that if you use a crisis for urgency it must be managed with clear plans and actions, significant in size, visible, and unambiguous to real business problems.
If you want to tell whether you have bad urgency, Kotter recommends trying the white space calendar test.
There are lots of signs of false urgency. Frenetic activity. Everyone is exhausted, working 14-hour days. One red flag is how difficult it is to schedule a meeting. With true urgency, people leave lots of white space on their calendars, because they recognize that the important stuff -- the stuff they need to deal with immediately -- is going to happen. If you're overbooked, you can't manage pressing problems or even recognize they're pressing until too late.
People think that in urgent situations, they're expected to take on more and more. They're worried about keeping their jobs, so they try to demonstrate their value by being incredibly busy. But the leader should be telling them to do just the opposite. He should say, "I want everyone to look at your calendars. What's on there that doesn't clearly move us forward? Get rid of it!"
In Lean environments change is expected through a constant Plan-Do-Check-Act process of reflection and problem solving. You can always do better and you must strive for True North. To do this you need everyone to make improvements toward your Ideal State.
True urgency is the most important precursor of real change. Seventy percent of change efforts fail or never launch at all, and one reason is that company leaders don't create a sense of urgency around what they're doing.
Kotter was asked about how much attention you should pay to internal issues versus the outside world. His answer in Lean terms is what we call adding value from the voice of the customer.
There should be no meetings that are only about internal matters, without any connection to the outside world. In some way, the outside world always provides the "why" we are doing something.
Many organizations struggle to create the change necessary and many more of them can not sustain the gains of their change. Furthermore, there are many examples of companies picking the wrong sense of urgency and failing. Do you have a true sense of urgency? Does it come from the customer? What does the calendar at your organization look like?
Sunday, August 23, 2009
The Eight Wastes of NPD
I am one of those people who believe that there is truly only one reason companies should implement Lean teachings and that is to grow your business. Many may think that there are other reasons but as Eliyahu Goldratt wrote in “The Goal”, the objective is to “make money now and in the future”. There are probably some that believe the goal of business is about customer satisfaction or employee satisfaction but those can not be achieved with out “making money now and in the future”.
For a business to grow profitably there are essentially two elements that are needed: Lean and Innovation. You need innovative products, technologies, and services that people really want. And this all needs to be done with operational excellence to compete in a global consumer driven market.
Many companies refer to the innovative arm of the business as New Product Development (NPD). The application of Lean principles and concepts to efficiently deliver high quality products to market timely with minimal investment is relatively new and therefore limited.
I recently read an article about the Eight Wastes in Lean NPD and thought it was worth sharing. The author debunks the common myths of it won’t work here syndrome and goes on to illustrate how to identify the eight wastes in the NPD process. According to the author the generic definitions of these wastes apply:
1. Motion – frequently going in search of information
2. Transportation – numerous electronic handoffs of information
3. Over Production – poor management drives inefficiencies and overruns of schedule and cost
4. Over Processing – unnecessary design steps, over-engineered products, over-designed, and overly complex processes
5. Waiting – time wasted from a network of dependent tasks along critical path
6. Inventory – build up of unprocessed information
7. Defects – never right the first time, scrap and rework expected
8. Behavioral Waste – underutilized intelligence and intellect
While we are always pursuing continuous improvement by eliminating waste from our processes, Lean is really about learning to “see”. Maybe this will help to illustrate the wastes within the process of innovation which is so important to the goal of growing a profitable enterprise for customers.
Thursday, August 20, 2009
Draw a Pig to Learn the Importance of Standard Work
So you might ask what does standard work and drawing a pig have in common. Well, the activity of drawing a pig can be used to teach the importance of standardized work. I learned of this activity a number of years ago during a standard work seminar. It was described in the AME Target Magazine in fall of 2005 in an article called “Wabash National’s Lean Turnaround Experience..
This activity is simple, no cost, and great for everyone. I often use this activity as a teambuilding exercise to kick-off teaching elements of standard work. Paul Levy, President and CEO of Beth Israel Deaconess Medical Center in
This training is unique in proving a picture is worth a thousand words and the importance of standard work in the elimination of variability from unit to unit. It can be a great ice breaker or team building exercise even if you aren’t specifically teaching standard work.
Tuesday, August 18, 2009
Resources at the Lean Learning Center
Let’s take an opportunity to look at the resources over at the Lean Learning Center. The Lean Learning Center was founded in 2001 by Andy Carlino, Jamie Flinchbaugh and Dennis Pawley to address the gaps and barriers that are holding back companies from successful and sustainable lean transformation. The biggest failure mode of lean transformation is a general misunderstanding of the importance of a holistic lean approach. Implementation often looks like a collection of lean tools, as opposed to a complete solution where all of the mechanisms work together to evoke change. The Lean Learning Center is committed to developing leaders and learners for lean transformation, and delivering the resources and curriculum to help you learn and gain valuable new skills.
At their on-line Knowledge Center you can find a collection of useful materials including:
Primer on Lean Lingo
Collection of articles and industry publications
Lean Progress Newsletter
The primer is meant to give people new to lean a brief introduction to lean language. Jamie Flinchbaugh writes a column monthly in Assembly Magazine called Leading Lean. You can review those articles dating back to 2006 on their website. The associates at the Lean Learning Center continually engage in research in development and you can learn more about this from their collection of published articles. They also publish a newsletter several times a year where they discuss various lean topics from their experience and perspective.
These reading materials are a convenient source for self learning and for sharing within your organization. The Lean Learning Center is a good place to start research on those new tools you want to implement in your organization.
At their on-line Knowledge Center you can find a collection of useful materials including:
Primer on Lean Lingo
Collection of articles and industry publications
Lean Progress Newsletter
The primer is meant to give people new to lean a brief introduction to lean language. Jamie Flinchbaugh writes a column monthly in Assembly Magazine called Leading Lean. You can review those articles dating back to 2006 on their website. The associates at the Lean Learning Center continually engage in research in development and you can learn more about this from their collection of published articles. They also publish a newsletter several times a year where they discuss various lean topics from their experience and perspective.
These reading materials are a convenient source for self learning and for sharing within your organization. The Lean Learning Center is a good place to start research on those new tools you want to implement in your organization.
Sunday, August 16, 2009
Visual Task Board Part 1
In a previous post I discussed a formula for success that prioritizes tasks by the Urgency and Importance of the task. I am typically one that uses a list type of priority system arranging my tasks in order of highest priority to lowest. Occasionally, I will hand write a “To-Do” list but it is often electronic in the computer and on my handheld device. Recent posts on various visual boards like Jon Miller’s agile board or Xavier Quesada Allue’s kanban board have inspired me to try my own visual board.
I modified the Important and Urgent axis of the Covey matrix so that the highest priority and most urgent tasks would be closest to me. Below is a pictorial of this modified board.
 I work from the lower left quadrant to the low right quadrant tackling the most timely and most important tasks. Then I can move to less important but urgent tasks.
I work from the lower left quadrant to the low right quadrant tackling the most timely and most important tasks. Then I can move to less important but urgent tasks.
With my old priority system of listing my tasks some of the lower priority items may stay on the list for awhile never really moving. This new system makes you realize those items fit into the upper right quadrant and that these are tasks that should be avoided.
This is the first version of this board. Like everything in Lean this to will be improved.
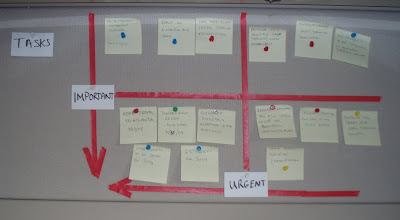
I modified the Important and Urgent axis of the Covey matrix so that the highest priority and most urgent tasks would be closest to me. Below is a pictorial of this modified board.
I work from the lower left quadrant to the low right quadrant tackling the most timely and most important tasks. Then I can move to less important but urgent tasks.With my old priority system of listing my tasks some of the lower priority items may stay on the list for awhile never really moving. This new system makes you realize those items fit into the upper right quadrant and that these are tasks that should be avoided.
This is the first version of this board. Like everything in Lean this to will be improved.
So far this does help to manage tasks in a visual manner. Next, I will have to create a standard method to review and update this board. Tasks may change in importance and urgency with time. Right now I am reviewing tasks on Mondays to prepare my week for the most success.
What ways do you manage your activities for success?
What ways do you manage your activities for success?
Thursday, August 13, 2009
Six Strategies for Change Leaders
Lean leaders and those who manage change realize well that change is the only constant. In times of recession like today or times of great performance organizations can still learn a great deal from W. Edwards Deming.
Deming tells us, "Create constancy of purpose toward improvement of product and service, with the aim to become competitive and to stay in business and to provide jobs."
Have you ever wondered what is inside the heads of lean "change masters"? Well Adam Zak, a lean executive talent recruiter, outlines six strategies that lean leaders should use to create a constancy of purpose and a constancy of change.
1. Embrace change, It’s inevitable. Be first, demonstrate personal commitment to serve.
2. Assume nothing and question everything. Challenge status quo, take action, and drive for results.
3. Get down in the trenches. Go to the Gemba, use teamwork, and learn see the whole situation.
4. Show integrity, always. Do the right things and be courageous in the face of challenge
5. Be transparent. Communicate well and get involved.
6. Inspire and recognize leadership in others. Great leaders know their primary role is to develop and motivate people.
Successful organizations require customer-centric purpose and continuous improvement around safety, quality, and innovation. And the catalysts for this are great leaders who understand the mechanism of change well.
Deming tells us, "Create constancy of purpose toward improvement of product and service, with the aim to become competitive and to stay in business and to provide jobs."
Have you ever wondered what is inside the heads of lean "change masters"? Well Adam Zak, a lean executive talent recruiter, outlines six strategies that lean leaders should use to create a constancy of purpose and a constancy of change.
1. Embrace change, It’s inevitable. Be first, demonstrate personal commitment to serve.
2. Assume nothing and question everything. Challenge status quo, take action, and drive for results.
3. Get down in the trenches. Go to the Gemba, use teamwork, and learn see the whole situation.
4. Show integrity, always. Do the right things and be courageous in the face of challenge
5. Be transparent. Communicate well and get involved.
6. Inspire and recognize leadership in others. Great leaders know their primary role is to develop and motivate people.
Successful organizations require customer-centric purpose and continuous improvement around safety, quality, and innovation. And the catalysts for this are great leaders who understand the mechanism of change well.
Wednesday, August 12, 2009
Another Example of Employee Engagement
Lean practitioners are looking for new ways to engage employees to freely challenge status quo in a systematic manner to build highly flexible and innovative organizations. A recent article in the Wall Street Journal highlights the story of how The Bank of New Zealand unshackled employees after 148 years.
In most languages, “control” is the first synonym for the word “manage.” Control is about spotting and correcting deviations from pre-defined standards; thus to control one must first constrain. Standards, policies and rules are important—no organization can exist or survive without them.
The problem is that traditionally management’s role is to regulate power. They are often incentivized to increase control to maintain job security. In lean organization we strive to manage at the level closet to the product as possible. The challenge is to provide the information, knowledge, and structure to support this level of decision making and empowerment.
So what started out as a simple conservation between a frustrated employee and a manager planted a seed for change. The manager turned the frustrated rant from an employee around by asking the employee “What they would do different?” That little question established employee empowerment. Once others in the company heard of the successful efforts in this bank the flood gates opened. There were many others who wanted to make improvements but created new challenges for the corporation.
While store managers were moving quickly to exploit their newfound freedom, there were many at head office who were fretting about the loss of control. While many of the objections were more political than practical, some were well-grounded and soon led to policy adjustments. What everyone learned,” says Blair, “is that when you treat people like adults, they act like adults.”
There are two important components to The Bank of New Zealand success. The first is creating team-based incentives linked to performance and customer satisfaction metrics. The second component is availability and access to data which gives a clear picture of their financial performance.
At BNZ, store employees have the incentives, the data, and the freedom that are typical of a small business owner. As a result, most regard themselves as more than mere clock-punchers; they’re folks who have a real stake in a real business—and they run it as if it was their own.
Are employees in your organization empowered to make decisions as if the company was their own? If not consider the incentives and data you use to evoke participation and improvement. Learn to encourage employees who bring opportunities for improvement to your attention to also bring a countermeasure. Then follow-up to ensure the countermeasure is implemented and effective.
In most languages, “control” is the first synonym for the word “manage.” Control is about spotting and correcting deviations from pre-defined standards; thus to control one must first constrain. Standards, policies and rules are important—no organization can exist or survive without them.
The problem is that traditionally management’s role is to regulate power. They are often incentivized to increase control to maintain job security. In lean organization we strive to manage at the level closet to the product as possible. The challenge is to provide the information, knowledge, and structure to support this level of decision making and empowerment.
So what started out as a simple conservation between a frustrated employee and a manager planted a seed for change. The manager turned the frustrated rant from an employee around by asking the employee “What they would do different?” That little question established employee empowerment. Once others in the company heard of the successful efforts in this bank the flood gates opened. There were many others who wanted to make improvements but created new challenges for the corporation.
While store managers were moving quickly to exploit their newfound freedom, there were many at head office who were fretting about the loss of control. While many of the objections were more political than practical, some were well-grounded and soon led to policy adjustments. What everyone learned,” says Blair, “is that when you treat people like adults, they act like adults.”
There are two important components to The Bank of New Zealand success. The first is creating team-based incentives linked to performance and customer satisfaction metrics. The second component is availability and access to data which gives a clear picture of their financial performance.
At BNZ, store employees have the incentives, the data, and the freedom that are typical of a small business owner. As a result, most regard themselves as more than mere clock-punchers; they’re folks who have a real stake in a real business—and they run it as if it was their own.
Are employees in your organization empowered to make decisions as if the company was their own? If not consider the incentives and data you use to evoke participation and improvement. Learn to encourage employees who bring opportunities for improvement to your attention to also bring a countermeasure. Then follow-up to ensure the countermeasure is implemented and effective.
Monday, August 10, 2009
Lean Learning at Starbucks
There has been a lot of conversation in the Lean community in recent years about Starbucks’ Lean undertaking. This past week the Wall Street Journal had an article on Latest Starbucks Buzzword: 'Lean' Japanese Techniques. (The full article can be found here.)
In my experience it can often be more challenging to transform service segments to Lean thinking. Many times individuals in these areas can’t see they are performing steps within a process. The questioning of those steps as we work to eliminate waste and improve the way things are done can cause a feeling of personal criticism. I often say people are happy to be busy but the truth is “activity does not equal productivity”. This article and the subsequent online discussion in the lean community present a good learning experience and case study in lean transformations in retail and service type businesses.
Jon Miller talks about the lean buzz at Starbucks discussing their improvements in the process of making coffee while questioning the real intentions of this effort.
Mark Graban takes time for Defense of Lean and of Lean at Starbucks. He writes about the real of meaning of many of the Lean terms and techniques mentioned by the WSJ. Mark also sheds some light on comments online where some fear these Lean efforts go too far in automation saying Lean does not turn people into robots.
As with other articles from the WSJ on Lean they often don’t portray the real efforts well. Maybe it is from a lack of truly understanding Lean thinking. John Shook from the LEI has been working with Starbucks on their Lean transformation for some time. John writes in his management column about A Lean " Teachable Moment": Starbucks in the Wall Street Journal. He describes the truth behind Starbucks Lean initiative as unique transformation that other retailers and service companies may want to model.
As I would expect, many in the Lean community are optimistic about Starbucks’ improvements and willingness to try a new way of thinking while using this opportunity to learn and reflect on their own journey. You should consider the same.
In my experience it can often be more challenging to transform service segments to Lean thinking. Many times individuals in these areas can’t see they are performing steps within a process. The questioning of those steps as we work to eliminate waste and improve the way things are done can cause a feeling of personal criticism. I often say people are happy to be busy but the truth is “activity does not equal productivity”. This article and the subsequent online discussion in the lean community present a good learning experience and case study in lean transformations in retail and service type businesses.
Jon Miller talks about the lean buzz at Starbucks discussing their improvements in the process of making coffee while questioning the real intentions of this effort.
Mark Graban takes time for Defense of Lean and of Lean at Starbucks. He writes about the real of meaning of many of the Lean terms and techniques mentioned by the WSJ. Mark also sheds some light on comments online where some fear these Lean efforts go too far in automation saying Lean does not turn people into robots.
As with other articles from the WSJ on Lean they often don’t portray the real efforts well. Maybe it is from a lack of truly understanding Lean thinking. John Shook from the LEI has been working with Starbucks on their Lean transformation for some time. John writes in his management column about A Lean " Teachable Moment": Starbucks in the Wall Street Journal. He describes the truth behind Starbucks Lean initiative as unique transformation that other retailers and service companies may want to model.
As I would expect, many in the Lean community are optimistic about Starbucks’ improvements and willingness to try a new way of thinking while using this opportunity to learn and reflect on their own journey. You should consider the same.
Sunday, August 9, 2009
Total Employee Involvement
Lean is not a system of individuals but rather a mindset of engaging all our human resources on customer focused activities. Management is the key to achieving total employee involvement. The Campbell Soup Company is a great example of how engaging your employees can change the orgnaization culture resulting in extraordinary financial performance.
In a recent interview of Campbell's CEO, Douglas Conant he shared his thoughts and strategies on employee engagement.
The strategy isn't complicated. "To win in the marketplace," he has said, "we believe you must first win in the workplace. I'm obsessed with keeping employee engagement front and center and keeping up energy around it."
Conant explained the second pillar of TPS, “Respect for People” well with the Campbell Promise, "Campbell valuing people, people valuing Campbell." He applied the Broken Window Theory by removing the barb wire fence surrounding the facility. They made employee engagement everyone’s first priority and they reward high performers.
Gallup, the polling and research firm, studied the engagement levels of Campbell’s managers in 2002 and found that not only did 62% of them consider themselves not actively engaged in their jobs, a full 12% felt they were actively disengaged. Those numbers, Conant says, were the worst for any Fortune 500 firm ever polled. Today, the story is far different: 68% of all Campbell employees say they are actively engaged, and just 3% say they are actively disengaged. That's an engagement ratio of 23-to-1, and Gallup considers 12 to one to be world-class.
This is an inspiring example of total employee involvement. What is the engagement level of your organization? How do you engage employees?
In a recent interview of Campbell's CEO, Douglas Conant he shared his thoughts and strategies on employee engagement.
The strategy isn't complicated. "To win in the marketplace," he has said, "we believe you must first win in the workplace. I'm obsessed with keeping employee engagement front and center and keeping up energy around it."
Conant explained the second pillar of TPS, “Respect for People” well with the Campbell Promise, "Campbell valuing people, people valuing Campbell." He applied the Broken Window Theory by removing the barb wire fence surrounding the facility. They made employee engagement everyone’s first priority and they reward high performers.
Gallup, the polling and research firm, studied the engagement levels of Campbell’s managers in 2002 and found that not only did 62% of them consider themselves not actively engaged in their jobs, a full 12% felt they were actively disengaged. Those numbers, Conant says, were the worst for any Fortune 500 firm ever polled. Today, the story is far different: 68% of all Campbell employees say they are actively engaged, and just 3% say they are actively disengaged. That's an engagement ratio of 23-to-1, and Gallup considers 12 to one to be world-class.
This is an inspiring example of total employee involvement. What is the engagement level of your organization? How do you engage employees?
Thursday, August 6, 2009
The Broken Windows Theory and 5S
While performing a 5S audit last week I was reminded of the importance of being mindful of the 'broken windows' theory.
The ‘broken windows’ theory was first enunciated in 1982 by James Wilson and George Kelling in the Atlantic Monthly. The theory suggests that if a window is broken and left unrepaired, people walking by will conclude that no one is in charge and soon more windows will be broken, which could result in the anarchy spreading from the building to the street. The authors propound that a successful strategy to prevent vandalism is to start when the problem is small.
If disorder goes unchecked then a vicious cycle begins. Our offices, production environments, and business processes are all susceptible to this theory. We need to attack disorganized areas and wasteful processes right away, don’t wait for the future. It is easier to sustain 5S (and lean for that matter) if you address the issue when it small and manageable.
I am sure many of you have examples where one piece of “litter” has escalated to a mess. It might be some unfiled papers on a desk that lead to piles of disorganization. Or maybe it is a messy draw or cabinet that causes the rest of the area to be complacent with returning items where they belong. Or perhaps it is a leaky part on machinery that causes a messy workplace.
Attention to the “broken windows” in our work environments will send a message to employees about the quality of their work which will prevent the defects, delays, waste and rework that can devour an organization’s profit margins.
Moral: “We cannot afford to overlook the small wastes in our workplaces and processes.”
It could be said that 5S is the broken windows theory applied to the shop floor.
The ‘broken windows’ theory was first enunciated in 1982 by James Wilson and George Kelling in the Atlantic Monthly. The theory suggests that if a window is broken and left unrepaired, people walking by will conclude that no one is in charge and soon more windows will be broken, which could result in the anarchy spreading from the building to the street. The authors propound that a successful strategy to prevent vandalism is to start when the problem is small.
If disorder goes unchecked then a vicious cycle begins. Our offices, production environments, and business processes are all susceptible to this theory. We need to attack disorganized areas and wasteful processes right away, don’t wait for the future. It is easier to sustain 5S (and lean for that matter) if you address the issue when it small and manageable.
I am sure many of you have examples where one piece of “litter” has escalated to a mess. It might be some unfiled papers on a desk that lead to piles of disorganization. Or maybe it is a messy draw or cabinet that causes the rest of the area to be complacent with returning items where they belong. Or perhaps it is a leaky part on machinery that causes a messy workplace.
Attention to the “broken windows” in our work environments will send a message to employees about the quality of their work which will prevent the defects, delays, waste and rework that can devour an organization’s profit margins.
Moral: “We cannot afford to overlook the small wastes in our workplaces and processes.”
It could be said that 5S is the broken windows theory applied to the shop floor.
Tuesday, August 4, 2009
The 5S Numbers Game
I was recently asked about some fun ways to teach 5S by the management of a plant looking to teach this concept to their team. There are probably a number of ways to do this. The simplest exercise is the 5S Numbers Game. This is a no cost exercise that can be done in any setting for any level within your organization. In this exercise you will experience how a disorganized work place can negatively affect productivity and quality.
If your type the 5S number game into any search engine on the internet you will likely come up with a number of good hits. The folks at SuperTeams, a Lean Six Sigma training firm have put the 5S numbers game on their web site. They have included a simple facilitators guide to make it easy for anyone to start teach this exercise right away.
There are some other exercises I have seen that involve two kits, one kit not organized in 5S methodology and the other kit organized with 5S. The goal is to contrast the time it takes to do a set of tasks in the organized kit versus the disorganized kit. This could be done with Legos where you build an object (house, airplane, or car). The disorganized kit may have difficult instructions to follow, a disorganized layout, and extra parts to contrast a clear, well organized layout and instructions in the other kit. This can also be done with extra tools you find in your facility. Create a disorganized tool box and an organized tool box and then time the team or teams on how long it takes to get specific tools.
What are some of the fun ways you have taught 5S to others?
If your type the 5S number game into any search engine on the internet you will likely come up with a number of good hits. The folks at SuperTeams, a Lean Six Sigma training firm have put the 5S numbers game on their web site. They have included a simple facilitators guide to make it easy for anyone to start teach this exercise right away.
There are some other exercises I have seen that involve two kits, one kit not organized in 5S methodology and the other kit organized with 5S. The goal is to contrast the time it takes to do a set of tasks in the organized kit versus the disorganized kit. This could be done with Legos where you build an object (house, airplane, or car). The disorganized kit may have difficult instructions to follow, a disorganized layout, and extra parts to contrast a clear, well organized layout and instructions in the other kit. This can also be done with extra tools you find in your facility. Create a disorganized tool box and an organized tool box and then time the team or teams on how long it takes to get specific tools.
What are some of the fun ways you have taught 5S to others?
Sunday, August 2, 2009
A Formula for Success
Recently, there have been a number of posts on various visual scheduling boards like Jon Miller's agile kanban board or Xaiver's kanban boards for example. With all these visual task ques it makes me wonder how we prioritize. There are several prioritization tools you can use to prioritize your day-to-day tasks and goal specific action items.
Note that it is commonly recognized that 20% of your activities will account for 80 percent of your success (The Pareto Principle). Hence, if you have 100 tasks in your task list, probably about 20 of those will be the key ones to focus on. Hence, whatever prioritization method you use, you should ensure it helps you pinpoint these tasks.
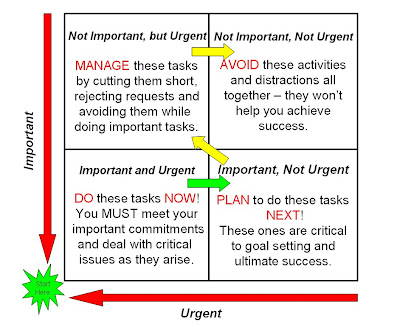
Stephen R. Covey the author of The 7 Habits of Highly Effective People described a high-level prioritization scheme by assigning a level of ‘urgency’ and ‘importance’ to all tasks.
It is human nature to instinctively act on tasks that are ‘urgent’, whether these are tasks are important or not. Dr. Covey notes that highly effective people make time for the QII activities and that doing so can reduce the time spent in other quadrants.
After you identify what quadrant your tasks belong in you can prioritize your tasks by working from QII to QI to QIV to QIII like this:
Based on Covey’s Urgent/Important Priority Matrix there is a simple priority planning model that everyone can use for success:
IMPORTANCE (I) * URGENCY (U) = SUCCESS (S)
Follow these five steps to prioritize your tasks for Success:
1) List your tasks or activities.
2) Identify the IMPORTANCE (I) for each task, with 1 being the most important.
3) Assign a numerical value for the URGENCY (U) of each task (1=Urgent, most time-sensitive; 2=Important, needs to be done; 3=Important, but can wait).
4) Multiple IMPORTANCE time URGENCY to determine the SUCCESS (S) factors for each task.
5) Rank each task from highest to lowest by SUCCESS factor.
What techniques/tools do you use to prioritize your day-to-day task and goal orientated activities?
Note that it is commonly recognized that 20% of your activities will account for 80 percent of your success (The Pareto Principle). Hence, if you have 100 tasks in your task list, probably about 20 of those will be the key ones to focus on. Hence, whatever prioritization method you use, you should ensure it helps you pinpoint these tasks.
Stephen R. Covey the author of The 7 Habits of Highly Effective People described a high-level prioritization scheme by assigning a level of ‘urgency’ and ‘importance’ to all tasks.
It is human nature to instinctively act on tasks that are ‘urgent’, whether these are tasks are important or not. Dr. Covey notes that highly effective people make time for the QII activities and that doing so can reduce the time spent in other quadrants.
After you identify what quadrant your tasks belong in you can prioritize your tasks by working from QII to QI to QIV to QIII like this:
Based on Covey’s Urgent/Important Priority Matrix there is a simple priority planning model that everyone can use for success:
IMPORTANCE (I) * URGENCY (U) = SUCCESS (S)
Follow these five steps to prioritize your tasks for Success:
1) List your tasks or activities.
2) Identify the IMPORTANCE (I) for each task, with 1 being the most important.
3) Assign a numerical value for the URGENCY (U) of each task (1=Urgent, most time-sensitive; 2=Important, needs to be done; 3=Important, but can wait).
4) Multiple IMPORTANCE time URGENCY to determine the SUCCESS (S) factors for each task.
5) Rank each task from highest to lowest by SUCCESS factor.
What techniques/tools do you use to prioritize your day-to-day task and goal orientated activities?
Subscribe to:
Posts (Atom)